Entrez un mot ou une phrase dans n'importe quelle langue 👆
Langue:
Traduction et analyse de mots par intelligence artificielle ChatGPT
Sur cette page, vous pouvez obtenir une analyse détaillée d'un mot ou d'une phrase, réalisée à l'aide de la meilleure technologie d'intelligence artificielle à ce jour:
- comment le mot est utilisé
- fréquence d'utilisation
- il est utilisé plus souvent dans le discours oral ou écrit
- options de traduction de mots
- exemples d'utilisation (plusieurs phrases avec traduction)
- étymologie
Qu'est-ce (qui) est Пресс - définition
СТРАНИЦА ЗНАЧЕНИЙ
Пресс (механич.)
Пресс
I
Ирина Натановна (р. 10.3.1939, Харьков), советская спортсменка (лёгкая атлетика), заслуженный мастер спорта (1960). Окончила Ленинградский институт инженеров ж.-д. транспорта (1962). Кандидат педагогических наук (1972). Член КПСС с 1964. Неоднократная чемпионка СССР (13 раз в 1959-67), Олимпийских игр (1960, 1964), рекордсменка мира и Европы (7 раз в 1959-65) в барьерном беге и легкоатлетическом пятиборье. С 1967 работает в Центральном совете спортивного общества "Динамо". Награждена 2 орденами.
II
Тамара Натановна (р. 10.5.1937, Харьков), советская спортсменка, заслуженный мастер спорта (1960). Окончила Ленинградский инженерно-строительный институт (1962) и Высшую партийную школу при ЦК КПСС (1967). Кандидат педагогических наук (1974). Член КПСС с 1962. Чемпионка Олимпийских игр (1960 и 1964 - в толкании ядра и 1964 - в метании диска). Неоднократная чемпионка Европы (3 раза в 1958 и 1962) и СССР (16 раз в 1958-66). С 1967 работает в ВЦСПС. Награждена орденом Ленина и орденом "Знак Почёта".
III
(франц. presse, от лат. Presso - давлю, жму)
машина статического (неударного) действия для обработки материалов давлением. П. широко применяют в различных отраслях промышленности для обработки металлов, пластических масс, резины, с.-х. и пищевых продуктов и др. материалов, а также для исследования их свойств при высоких давлениях. Наибольшее распространение П. имеют в металлообрабатывающей промышленности для ковки, объёмной и листовой штамповки, прессования (выдавливания), сборочных операций (запрессовки шестерён, пальцев, колец подшипников), механических испытаний и др. целей.
Историческая справка. Ещё в 15-16 вв. в различных ремёслах, не связанных с обработкой металла (маслоделие, виноградарство, переплётное и печатное дело), применялись винтовые П. с ручным приводом. В конце 17 и начале 18 вв. винтовые П. начали применять для обработки металлов давлением, в частности для чеканки монет и медалей, а затем для штамповки. С середины 19 в. в кузнечно-штамповочном производстве (См. Кузнечно-штамповочное производство) получили распространение гидравлические прессы (См. Гидравлический пресс). С развитием крупносерийного и массового производства, особенно после появления электродвигателя, широкое применение нашли кривошипные прессы (См. Кривошипный пресс), которые представляют наиболее многочисленную группу кузнечно-штамповочных машин.
Устройство и принцип действия. Основные части П.: ползун (поперечина, траверса), станина с направляющими для ползуна и столом, привод, механизмы управления, средства механизации и автоматизации, инструмент. Подвижная часть инструмента крепится к ползуну (который совершает возвратно-попоступательное движение), неподвижная часть - к столу П. Формообразование изделия происходит при сдавливании заготовки между подвижной и неподвижной частями инструмента. Главные параметры П., в совокупности определяющие его технологические возможности и конструктивные особенности, - номинальное усилие, ход и скорость движения ползуна, размеры стола,
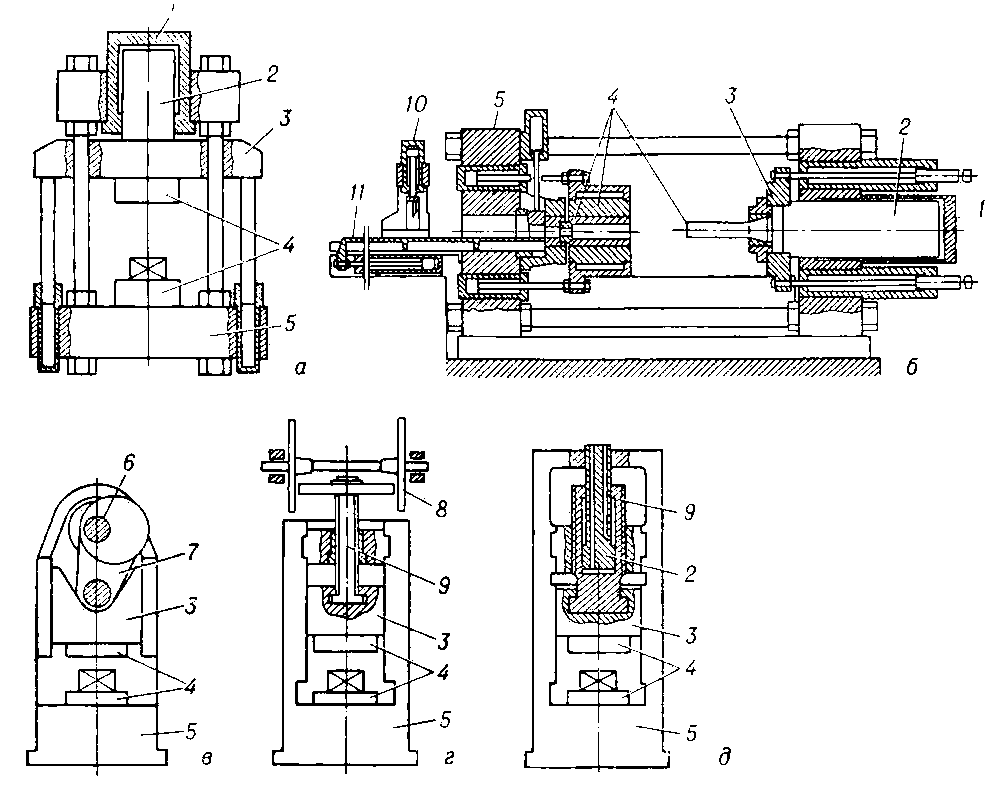
Основные типы П. По виду привода различают гидравлические, механические (кривошипные, винтовые, фрикционные) и гидромеханические П. (рис.). Действие гидравлических П. основано на движении ползуна под давлением жидкости (воды, эмульсии, масла), которая является носителем энергии и при поступлении в рабочий цилиндр перемещает плунжер (поршень), связанный с ползуном. В основе работы кривошипного П. лежит преобразование вращательного движения привода в возвратно-поступательное движение ползуна посредством кривошипного механизма. Принцип действия винтового П. заключается в использовании винтового шпинделя с несамотормозящей резьбой для сообщения движения ползуну. Шпиндель приводится во вращение либо электродвигателем через фрикционную передачу (фрикционный П.), либо давлением жидкости (гидровинтовой П.). В зависимости от назначения П. бывают с вертикальным (например, для штамповки) или горизонтальным (например, для прессования) движением ползуна. Самые мощные П. - гидравлические, наиболее крупные из которых штамповочные П., развивающие усилие до 735 Мн (75 000 тс), а также П. для получения алмазов усилием до 490 Мн (50 000 тс). Максимальное усилие кривошипных П. около 100 Мн, винтовых - около 125 Мн.
Лит.: Михеев В. А., Гидравлические прессовые установки, 2 изд., М., 1953; Живов Л. И., Овчинников А. Г., Кузнечно-штамповочное оборудование. Прессы, Хар., 1966; Ровинский Г. Н., 3лотников С. Л., Листоштамповочные механические прессы, М., 1968.
И. А. Шур.
Принципиальные схемы прессов: а - гидравлический вертикальный; б - гидравлический горизонтальный; в - кривошипный; г - фрикционный; д - гидровинтовой; 1 - рабочий цилиндр; 2 - плунжер; 3 - ползун; 4 - инструмент; 5 - станина; 6 - кривошипный вал; 7 - шатун; 8 - фрикционная передача; 9 - шпиндель; 10 - ножницы; 11 - выдвижной стол.
ПРЕСС
1. машина для сильного сжатия чего-нибудь, разглаживания, обработки давлением.
Гидравлический, механический п. Штамповочный, чеканочный п. Сенной п.
2. тяжелый предмет предназначннный для придавливания чего-нибудь.
Положить листы под п. Под прессом держать что-н.
пресс
пресса, мн. прессы (пресса ·прост.), ·муж. (·лат. pressus - давление).
1. Механизм, с помощью которого можно подвергать что-нибудь значительному давлению (при обработке, приготовлении чего-нибудь и т.п.). Винтовой пресс. Рычажный пресс. Гидравлический пресс. Зажать что-нибудь в пресс или прессом. Положить, поставить под пресс. "А глядишь: наш Лафайет, Брут или Фабриций мужиков под пресс кладет вместе с свекловицей." Д.Давыдов. Брюшной пресс (группа мышц брюшной полости и диафрагмы, сокращение которых обусловливает различные отправления организма).
2. перен. То, что угнетает, притесняет кого-нибудь, оказывает давление, нажим на кого-нибудь (·ритор. ). Налоговый пресс господствующих классов выжимает последние соки из трудящихся. Цензурный пресс в царской России.

Exemples du corpus de texte pour Пресс
1. Вел пресс-конференцию Сергей Цой, руководитель пресс-службы мэра и правительства Москвы, пресс- секретарь столичного мэра.
2. Пресс-конференция "Букер - Открытая Россия". Пресс-центр. 13.00 - 13.45.
3. Там сотрудники пресс-службы пишут научные пресс-релизы, статьи, комментарии.
4. Пресс-релиз компании Пресс- релиз компании "Статус плюс"
5. А пресс-секретарь Швыдкого Наталья Уварова возглавила пресс- службу Минкульта.